TC4钛合金由于具有比钢和铝更高的比强度,且耐腐蚀性好,工作温度比铝合金高,在航天领域具有广泛应用价值。为了适应航天器件飞行性能、精度指标的高要求,解决其中亚微米级轴类零件的钛合金精密磨削问题成为精密机械加工行业急待解决的关键技术之一。
光电所精密机械制造中心通过精度指标保证技术、尺寸稳定技术以及高精度检测保障措施,并选用适合的砂轮材料及粒度,成功地完成了大量高精度(IT3至IT4)钛合金细长轴的加工任务,最高形位精度可达0.5微米。
光电所精密机械制造中心从2012年开始了相关轴类零件磨削工艺技术研究及试验验证,分析出了切削参数中的磨床转速、吃刀量、走刀量对磨削表面质量、形位精度、尺寸精度的影响,找到了较佳的切削参数。同时,与砂轮研究所合作,摸索出了磨削钛合金需要的砂轮的材料及磨料粒度的尺寸,解决了磨削钛合金材料易出现的磨削面烧伤和出现磨削裂纹的情况。同时,与专业热处理单位合作,并通过残余应力测试仪检测残余应力数值,摸索出了钛合金热处理工艺及在机械加工工艺中合理安排热处理的次数,最终在该项技术研究上取得突破性进展。
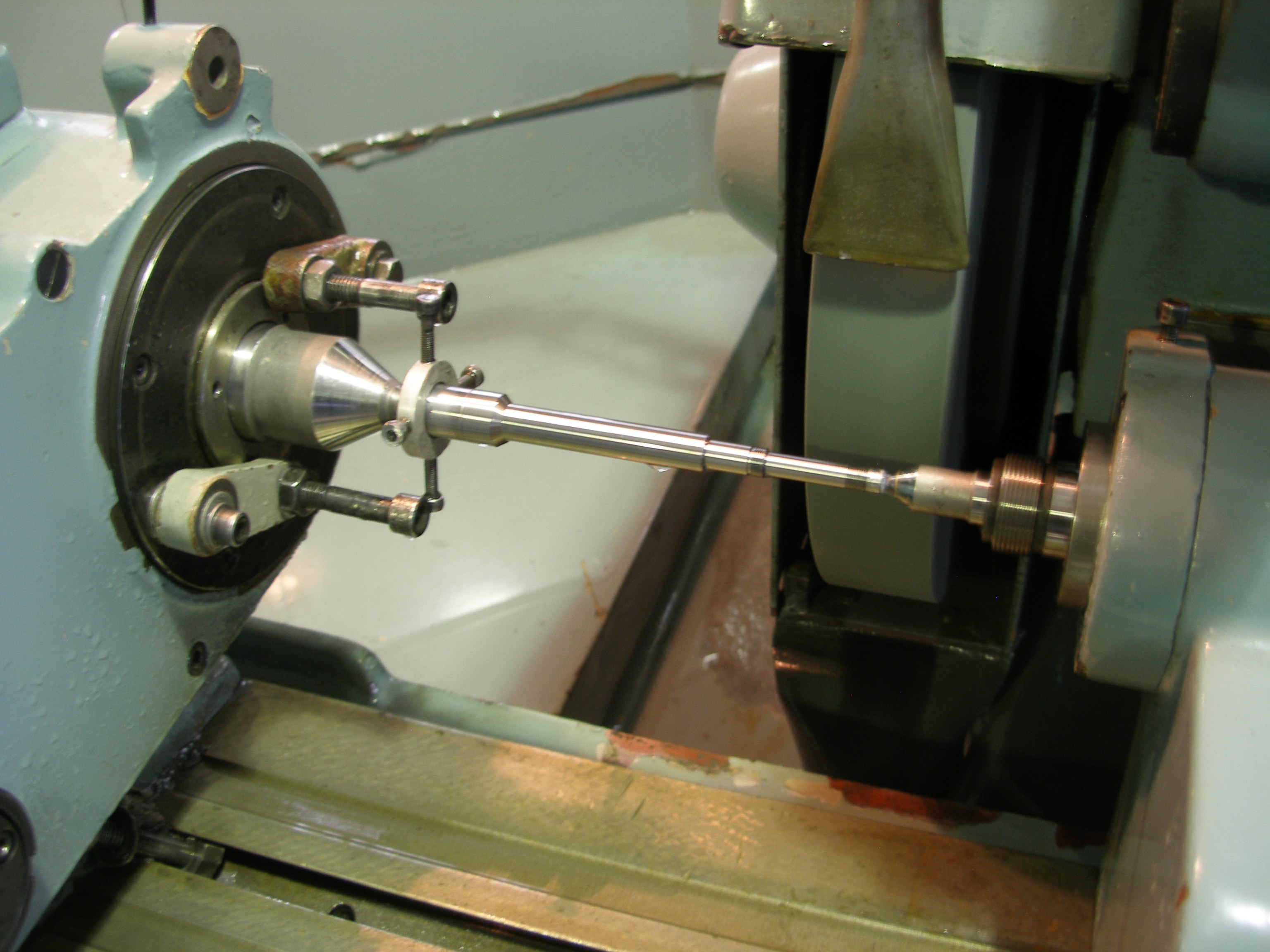
精加工过程

精加工成品


